Electric arc length is the straight distance between the electrode tip and the job surface when the arc is formed.
There are three types of arc lengths:
- Medium or normal
- Long
- Short
Download & Install EEE Made Easy App
Medium, normal electric arc
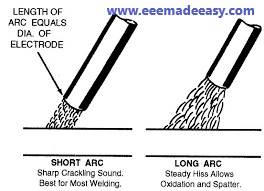
The correct arc length or normal arc length is approximately equal to the diameter of the core wire of the electrode.
This is a stable arc producing steady sharp cracking sound and causing:
- Even burning of the electrode
- Reduction in spatters
- Correct fusion and penetration
- Correct metal deposition
It is used to weld mild steel using a medium coated electrode. It can be used for the final covering run to avoid undercut and excessive convex fillet/ reinforcement.
Long electric arc
If the distance between the tip of the electrode and the base metal is more than the diameter of the core wire it is called a long arc. It makes a humming sound causing:
- unstable electric arc
- oxidation of weld metal
- poor fusion and penetration
- poor control of molten metal
- more spatters, indicating wastage of electrode metal.
It is used in plug and slot welding, for restarting the arc and while withdrawing the electrode at the end of a bead after filling the crater.
Generally long arc is to be avoided as it will give a defective weld.
Short electric arc
If the distance between the tip of the electrode and the base metal is less than the diameter
of the core wire, it is called a short arc.
It makes a popping sound causing:
- the electrode melting fastly and trying to freeze with the job
- higher metal with narrow width bead
- less spatters
- more fusion and penetration.
It is used for root runs to get good root penetration, for positional welding and while using a
heavy coated electrode, low hydrogen, iron, powder and deep penetration electrode
Read more on Electric Welding
- [Set 2]MCQ’s on Electrical Welding|Electrical Welding MCQ Questions and Answers|KSEB Sub Engineer
- [Set 1]MCQ’s on Electrical Welding|Electrical Welding MCQ Questions and Answers|KSEB Sub Engineer
- Electric Welding|Resistance welding Electric Arc Welding
- Resistance Welding|Types of Resistance Welding
- Electric arc welding|Types of Electric Arc welding
- Electric Arc length|Short,Medium, Long Arc
- Open Circuit voltage and Arc voltage|Polarity in arc welding
- Arc Welding Equipments|Arc Welding tools and Accessories
- Arc welding safety|shielded metal arc welding preparation & safety
- Methods of joining metals|Metal Joining Methods
- Types of welds|Weld types
- Applications of Welding|Welding Applications
Books on Welding
Join EEE Made Easy Telegram channel
Latest Posts in EEE Made Easy
- Energy Efficient Lamps|CFL, LED lamps
 Energy Efficient Lamps: CFL (Compact Fluorescent lamp ) and LED (light emitting diodes) lamp are Energy Efficient Lamps. Energy Efficient … Read more
Energy Efficient Lamps: CFL (Compact Fluorescent lamp ) and LED (light emitting diodes) lamp are Energy Efficient Lamps. Energy Efficient … Read more - [New] AE KWA Kerala PSC 2026AE KWA Kerala PSC 2026: DETAILED SYLLABUS FOR SELECTION TO THE POST OF ASSISTANT ENGINEER IN KERALA WATER AUTHOERITY AE … Read more
- [New] Electricity Worker KSEB Syllabus 2026|021/2026 Syllabus Kerala PSCElectricity Worker KSEB Syllabus 2026- 021/2026 Syllabus Kerala PSC: DETAILED SYLLABUS FOR THE POST OF ELECTRICITY WORKER IN KERALASTATE ELECTRICITY … Read more
- [Latest]KWA Operator Syllabus 2026|734,735/2025 Kerala PSC syllabusKWA Operator Syllabus 2026 – 734,735/2025 Kerala PSC syllabus: KERALA PUBLIC SERVICE COMMISSIONDETAILED SYLLABUS FOR THE POST OF OPERATOR (DIRECT) … Read more
- [New]Inspector of Legal Metrology Syllabus|613/2025 Kerala PSC SyllabusInspector of Legal Metrology Syllabus– 613/2025 Kerala PSC Syllabus: DETAILED SYLLABUS FOR THE POST OF INSPECTOR OF LEGAL METROLOGY IN … Read more
- [PDF]IE Rules|Indian Electricity Rules 1956IE Rules:The Indian Electricity Rules 1956 was made under section 37 of the Indian Electricity Act, 1910 and redefined after … Read more
- [Latest]Syllabus Sub Engineer LSGD Electricity Wing Thrissur Corporation| 770/2025 Syllabus Kerala PSCSyllabus Sub Engineer LSGD Electricity Wing Thrissur Corporation: DETAILED SYLLABUS FOR THE POST OF SUB ENGINEER IN LSGD(ELECTRICITY WING OF … Read more

